Part II – Roughness
Part I of this article (see the 03 / 2018_ Part I – Roughness) provided a detailed explanation of the influence of stock removal per head and grit sequence on roughness. Part II focuses on the influence of the machine configuration on surface quality.

The most obvious distinguishing feature of wide belt sanders is the sanding heads, which can vary in number and type. Steinemann strives to offer a wide range of options and therefore uses sanding systems that can have just one sanding head, or as many as twelve. This article explains why such variety is justified.

Figure 1: A calibration sander with four heads
Figure 1 shows a calibration sander with two stations (KK machine). The two stations (left/right) are each equipped with two sanding head units (top/bottom). The heart of a calibration sanding head of this kind is the contact drum.
Figure 2 shows a diagram of the contact drum in operation. With stock removal at 0.2 mm for calibration sanding (K), the contact zone of the sanding belt (diameter 455 mm) is about 19 mm long. The belt engages with the panel along these 19 mm, removes the top layer and conveys it to the extraction system. The contact zone during fine sanding (N) is almost three times as long at 55 mm (see Figure 3).

Figure 2: Calculating the contact area for calibration sanding
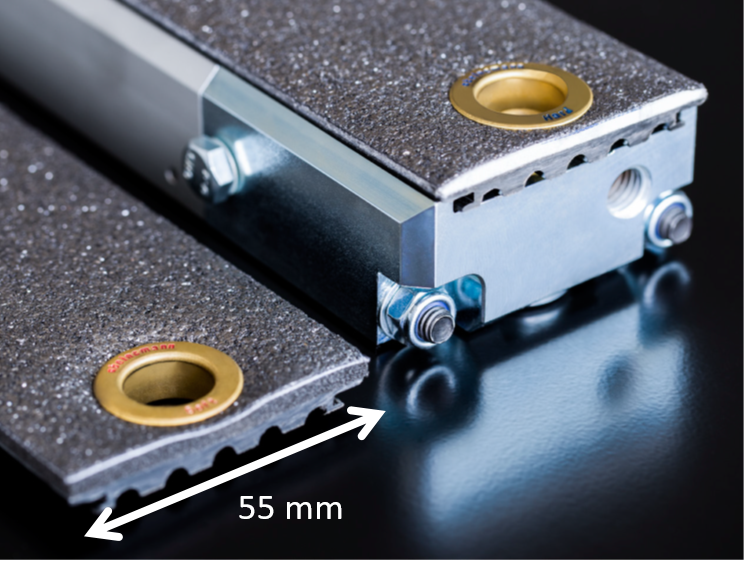
Figure 3: Steinemann Sprint inserts; contact area during fine sanding
Because of the larger contact zone, a larger surface area of the belt is involved in fine sanding. A large belt surface automatically means that a larger number of abrasive grains are involved, and the number of grains in turn has a major influence on the sanding process: For example, if only four grains were in contact with a panel, all of the sanding force would be distributed among these four grains and four deep scratches would be made in the surface. But if eight grains are involved – at the same sanding force – the load is distributed among eight. The result would be eight scratches, which however are not as deep.
Figures 4 and 5 support this theoretical analysis. Figure 4 shows the surface of an MDF panel after P80 sanding with the calibration heads; Figure 5 shows the same panel after fine sanding with the same grit size. We can see that the panel surface is significantly rougher after calibration sanding than the P80-finish after fine sanding; the scratches in Figure 4 are much deeper and shorter than those in Figure 5.
Incidentally: Steinemann has had good experience using the same grit size in both the last pair of calibration heads and the first fine sanding heads. On account of the characteristics of a fine sanding head, the panel surface is much less rough after the first fine sanding run than with the same grit size after calibration sanding. What is more, the grit size in the first fine sanding head is coarse enough to remove the chatter marks left behind by calibration sanding.

Figure 4: Surface finish of an MDF panel after calibration sanding (K)

Figure 5: Surface finish of an MDF panel after fine sanding (N)
The following also applies:
- The higher the number of calibration heads, the higher the capacity/sanding speed, because more material can be removed in less time.
- A higher number of fine sanding hands results in a better surface finish, because the optimal grit sequence can be selected (see Table 1).

Conclusion: The number of calibration units defines the capacity of a sanding line; the number of fine sanding heads defines the roughness of a panel.
Table 1: Comparison of different configurations and their characteristics

(K = Calibration sanding ; N = Fine sanding ; P = Grit size)